Share
Pin
Tweet
Send
Share
Send

Varasemate tootmisaastate (masinad, käigukastid, ajamid) mehhanismides olid käigud ja käigud sageli valmistatud hallmalmist, mis madalatel ja keskmistel koormustel polnud terasest kolleegidega võrreldes halvem ning valamisprotsess oli terasest lihtsam ja odavam.

Malm on aga rabe ning käigukastides ja käikudes, kus on järsk koormus või selle suurenemine, hambad purunesid ja kogu mehhanism ebaõnnestus. Muidugi oleks parem asendada käik või käik puuduva hambaga uue tootega, mis pole alati võimalik. Siis jääb proovida hamba taastamine muul viisil.

Üks võimalus on seotud katkise hamba koha mehaanilise ettevalmistamisega, tugevuse ja muude omaduste jaoks sobiva materjali pinnaga katmiseks ning pinna töötlemisega, et saada täpse geomeetriaga uus hammas.
Vajalikud seadmed, seadmed ja materjalid
Tööks vajame:
- veski ja minipuur (puur);
- hapniku-atsetüleeni keevituspõleti;
- puugid;
- biomeeter (mõõtepea);
- treipink;
- liivapaber;
- hammas mutriga ja torukujuline piirik käiguplokile ja käigule;
- lõikur hammaste vahel õõnsuse profiili moodustamiseks;
- veski telg võtmed kätte;
- jaotuspea freespink;
- mõõtevahend (vernier-nihik, mikromeeter) jne.
Kahe külgneva terve hamba vahelise tühimiku täitmiseks seoses purunenud hambaga vajame:
- räni (silikoon) pronksist varras;
- räbusti (põhiosa: booraks väikese magneesiumiseguga);
- klaaskiust keevitus tekk;
- kaltsud, riidest salvrätikud jne.
Katkise hamba taastamise protsess
See koosneb kolmest etapist:
- Koha ettevalmistamine ja kahe külgneva terve hamba vahelise tühiku täitmine (tihendamine) puuduva hamba suhtes.
- Hammasrataslõikuri ja telje hoidiku valmistamine hammasratta ja käiku kinnitamiseks masinale töötlemise ajal.
- Hambaprofiili moodustamine, võttes proovidena hoiustatud materjalist spetsiaalse lõikuriga mõlemalt küljelt.
Jootmiskoha ettevalmistamine

Kuna halli malmi on mehaaniliselt raske töödelda, on seda minivõlliga peaaegu võimatu teha. Parem ja kiirem on purustatud hamba jahvatamine veski abil.

Lõpuks võite aluse karestada külvikuga. See tagab hoiustatud materjali vastupidavama ühenduse malmiga.


Kõvajoodisjootmise protsess

See algab põhjaliku ja ühtlase soojendamisega gaasi-atsetüleenpõletiga, nii jootmiskoha kui ka käiku külgnevate osadega. Vastasel juhul suureneb malmist osa pragunemise tõenäosus.
Seejärel soojendatakse jootmise koht ja kergelt silikoonist (silikoonist) pronksist varras punaseks, mis pärast kuumutamist lastakse vooga mahutisse, mis koosneb peamiselt booraksist, millele on lisatud väike kogus magneesiumi.

Järgnevalt asetatakse õõnsuse kohale vooluga kaetud silikoonpronksvarras ja sulatatakse gaasi-atsetüleenpõleti leegi abil. Seda operatsiooni jätkatakse seni, kuni ränioksiidpronksjoodis täidab kogu õõnsuse ruumala külgnevate tervete hammaste vahel.
Selle etapi lõpus, et vältida lõhenemist kiire jahutamise tagajärjel, katame restaureeritud osa klaaskiust keevitus tekiga ja jätame vajaliku aja jooksul aeglaselt jahtuma.

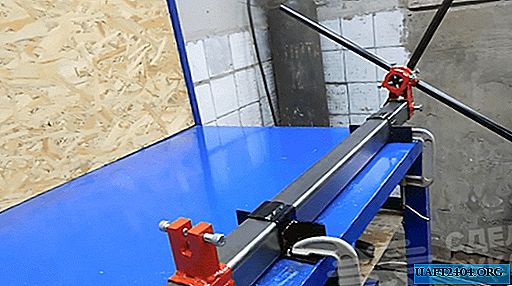
Hammasratta otste töötlemine jootmisega

Kinnitame hammasratta treipingi tünnisse ja seadistame mõõtepead kasutades väikseima võimaliku väljalaskega ploki, koputades vajadusel käiku ühelt või teiselt küljelt vasaraga.

Siis eemaldame lõikurite abiga jootmise sissevoolu, mis ulatub väljapoole hammasratta otste. Liivapaberiga lihvimise lõpus lihvime töötlemiskohad.


Ploki ja freeside ettevalmistamine tööks

Reduktoriplokk ja hammasrattad paigaldatakse treipingi abil eelnevalt ettevalmistatud teljele mutri ja silindrilise tõkke abil.

Freesilõikuri hoidmiseks võtame kindla pikkusega ja läbimõõduga terasest varda, mille läbimõõt on pisut suurem kui tööriista auk. Me kinnitame selle treipingi haakimisse ja ühest otsast puurime kõigepealt väikese augu keskpuuriga, mida seejärel laiendame spiraalpuuriga vajaliku suurusega.
Järgmisena kinnitame masina tagaosas kraani ja sisestame selle varda otsas olevasse auku. Võtke peakomplekt tagasi ja lõigake niit käsitsi, keerates kraani nupuga. Saadud keermes keerame spetsiaalse võtmega haardumiseks lameda silindrilise pea ja kahe sümmeetriliselt asetseva ristkülikukujulise väljalõikega omatehtud poldi varda keskpunkti külge.


Siis lõpetame varda teisel küljel ja puurime selle vajaliku pikkusega jahvatusmasina spindli läbimõõdu alla. Pööramine toimub läbimõõdu perioodilise kontrollimisega, et mitte suurust nõrgendada. Lõpus lihvime pöördeala hiiglasliku lindiga ja pühkige see lapiga.
Hambaprofiili moodustumine

Kinnitame lõikuri hoidja freesmasina spindlisse ja lihvime varda veski augu suuruse järgi, mõõtes perioodiliselt läbimõõdu mikromeetriga. Lõpus lihvige soon liivapaberiga ja pühkige kaltsuga.
Panime lõikuri hoidjale ja kinnitame selle otsa kinnituspoldiga, kõigepealt käsitsi ja lõpus spetsiaalse võtmega kruvikeerajaga. Paigaldage jaotuspea ja tagaosa freespinki töölauale. Klammerdades nende vahel täiesti ühtlase terasvarda, paljastame need sõlmed, et tagada vertikaalses ja horisontaaltasapinnas maksimaalne joondamine. Selleks kasutage mõõtepead ja reguleerige tagaosa asend jagamispea suhtes. Pärast kokkupuudet kinnitatakse need sõlmed kindlalt freespingi laua külge.
Kõige olulisem toiming on lõiketera täpne reguleerimine taastatava käigu suhtes. Selleks kasutame nihikut, mikromeetrit, metallist joonlauda.


Jagage pea karakteristik hammaste arvuga ja saate käepideme pöörde arvu 1 hamba kohta. Tavaliselt saadakse murdarv. Siis on see väärtus jagaja ringil.
Nüüd saate sisse lülitada freespingi spindli ja hakata moodustama taastatud hamba ühte õõnsust. Kõige parem on seda teha 2-3 käiguga, et mitte pinda kahjustada. Hamba moodustamisel on vaja lõikurist eemaldada lõigatava materjali osakesed ja määrida tööriist. Järgmisena tõmbame lõiketera sisse ja keerame käigu jaotuspeaga täpselt ühe sammu ja korrake eelmist toimingut uuesti.


Üks kommentaar
Miks võtta malmist hammasrattale hamba moodustamiseks räni pronks? Kas pole usaldusväärsem hammustada hammaste vaheline õõnsus malmist elektroodiga ja seejärel töödelda seda hammasrataslõikuriga?
Kui teete seda, siis kõrge temperatuuri tõttu on malm pleegitatud ja tekivad alad, mida praktiliselt pole võimalik töödelda. Silikoonpronks on tugevuse poolest sarnane hallmalmile ja tõmbetugevusega veelgi suurem. Pealegi pole selle töötlemine, nagu nägime, üldse keeruline.
Share
Pin
Tweet
Send
Share
Send