Share
Pin
Tweet
Send
Share
Send
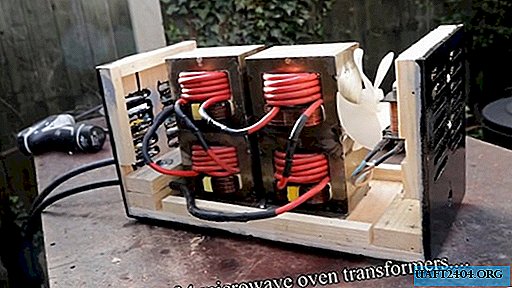
Garaažis ja maal kasutamiseks oli vaja teha keevitusseade. Lihtne, kuid võimas, kuni 200 A väljundvool kuni 12 mm paksuse terase keevitamiseks. elektroodid "neli" või "viis".


Vajalik
- Neli uut või kasutatud toitetrafot mikrolaineahjust;
- Isoleeritud keerutatud traat ristlõikega vähemalt 50 mm2;
- Hülsid juhtmete ja presstangide kokkupressimiseks;
- Lihtsad metallitööd ja puusepatööd;
- Seadmete mitmekihiline vineer;
- Multimeeter ja kaugtermomeeter;
- Mitmesugused väikesed asjad, kinnitusdetailid, värv ja palju muud.
Elektriliste osade tootmine
Trafosid saab ise osta või kasutada mikrolaineahju remonditöökodades korraliku allahindlusega.

Me eemaldame teise mähise. Metalli jaoks võite kasutada lõikeketast või tavalist saharauda. Peaasi, et mitte kahjustada primaarmähist!

Lõigatud "primaarse" jäänused koputavad habeme või mõne sobiva terasvarda.

Seejärel pange vabas "aknas" ettevaatlikult 10 kaabli pööret.

Jätame järeldused 15 cm peale.

Korrake toimingut ülejäänud trafodega.
Elektrilise osa kontrollimine
On vaja kontrollida tulevase keevitusmasina elektrit.
TÄHELEPANU!
Kõik edasised elektripaigaldustööd peaksid toimuma AINULT elektrivarustuseta!
Me ühendame mähise keerdumise vastavalt skeemile.

Võrk, endine keskharidus, "paralleelses".

Väljundmähised on monteeritud järjestikku.

Sel juhul on vaja, et ühe mähise väljundid oleks ühendatud järgmise sisendiga!
Me ühendame võrgu mähised võimsa pistikupesaga 220 V. Kontrollime seadme tarbitavat voolu koormuse puudumisel.
Umbes 11 A., liiga palju, kuid talutav.
Mõõdame pinget kombineeritud võimsusega keevitusmähiste väljundis. Tulemuseks oli pinge 35 - 37 V. Igal trafol on 9 V.

Seejärel kontrollime kaare süttimise võimalust ja proovime keevitada paari terasdetaile.
Pruulib! Õmblus on suurepärane.

Keevitamise ajal sisendvool 32 - 35 A, kaarevool 170 - 190 A.
Kontrollime trafode kuumutamist, see ei ületa 80 0C. Lubatud.

Eluase
Keevitame trafod kaheks.

Võite teha korpuse metallist, võite midagi valmis korjata. Mul oli lihtsam vineerist valmistada.


Korpuses peavad olema suured ventilatsiooniavad.



Paigaldame ventilaatori trafode sundpuhumiseks.

Lõplik kokkupanek
Paigaldame kõik korpuses olevad sõlmed ja osad. Teeme mähiste juhtmete ühendamise, võrgu- ja väljundkeevitamise, vastava läbimõõduga metallhülsid. Me surume varrukad presstangidega.


Isoleerime liitekohad termokahanevate torudega, kuumutades neid fööniga.
Sulgege kaas, seade on valmis.

Töö kontroll
Keevitame kaks 6 mm. terasplaadid. Kaar on sile, voolu "äravõtmist" pole. Õmblus saadakse sügava läbitungimisega.


Korpuse augu kaudu kontrollime trafode ülekuumenemist. Temperatuur on pisut üle 40 0C.
Korda keevitamist 12 mm läbimõõduga. terasejäägid. Tulemus on jälle positiivne.
"Keevitaja" osutus!
Tõsi, tasub meeles pidada, et seadme trafod on suhteliselt väikesed. Seetõttu on keevitusüksuse PV (lisamise kestus) või PN (koormuse kestus) kõige olulisem omadus väike 20-30%. Keedetud 3 minutit, laske aparaadil puhata 7-8 minutit. Sel ajal saate elektroodi vahetada, keevitatavaid osi ümber korraldada, lihtsalt puhata.
Seadme jõudluse suurendamiseks, selle kuumutamise vähendamiseks on mõistlik panna võimsam ventilaator või panna sekund. Üks puhub õhku, teine joonistab. Jahutuse efektiivsus suureneb.
Share
Pin
Tweet
Send
Share
Send